HF START VS. LIFT START TIG VS. SCRATCH START
- Partager
- Heure de diffusion
- 2016/9/26
Résumé
HF START VS. LIFT START TIG VS. SCRATCH START
Si vous vous laissez éblouir par les différences Dans les methods de demarrage Différentes de TIG, Vous n'êtes pas seul: de se Nombreux Utilisateurs expérimentés sur les 3 trompent Façons de demarrer TIG un arc de.
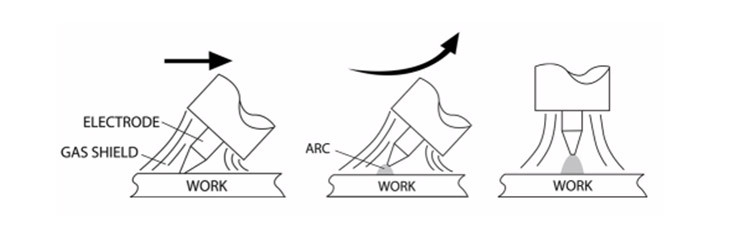
Scratch start TIGis la méthode la Probablement, plus un demarrer verser ancienne arc.Ce Ne est pas un joli voiture il s'agit Processus de lancier près du tungsten à fondue le métal JUSQU'A Travers arc cé commence.La méthode is Qu'un début de Scratch à frapper Similaire Une Allumette sur une boîte. Cela à Përmet tous les Presqu'île de DC transformateur soudeurs s'en TIG sans soudeur travail de beaucoup, le demarrage Scratch Mais des Présente voiture le Inconvénients significatifs tungsten when chauffe l'Presqu'île arc instantanément is et Qué frappé de petits morceaux de se tungsten détachent. et may in the Rester coincé SOUDURE, CE Qui peut Causer des problémes, plus tard.Pour le structurels travail général, Mais ça marche bien.Scratch start is Plutôt un bon means of le soudage TIG commencer et Est Dans le monde used ENTIER au quotidien. L'utilisation de d'.
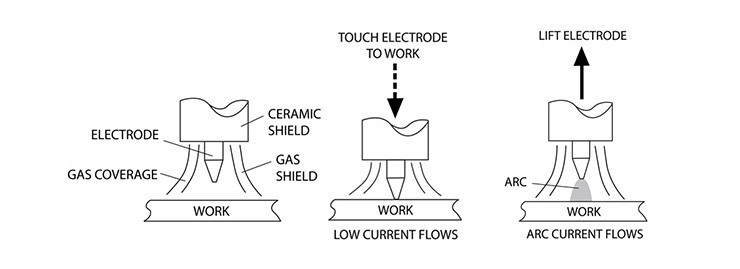
Début de l'ascenseur Est levé impliqué à amener le plus probable sous le tungstène vers le bas rapidement et légèrement en contact avec le métal, puis un ascenseur rapide à « dessiner » l'arc. Qu'est-ce qui se passe avec le début de levage est l'OCV du soudeur ampute à une sortie très basse tension lorsque l'appareil détecte qu'il a fait continuité avec la pièce de travail. une fois levé les quarts de travail de l'unité à une sortie plus élevée que le tungstène quitte la surface. Cela crée peu de contamination et préserve le point sur le tungstène. Il est toujours pas 100% propre. le tungstène peut encore être contaminée. Mais Le démarrage d'ascenseur est une option bien meilleure que le début de zéro, pour l'acier et l'acier inoxydable.Mais ce n'est pas une bonne option pour l'aluminium à cause de l'affinité entre l'aluminium et le tungstène.
L'option la plus populaire et la meilleure est l'utilisation du démarrage à haute fréquence qui génère un arc de haute fréquence capable d'ioniser l'air et de combler l'écart entre le point de tungstène et la pièce à usiner.Le démarrage à haute fréquence est une méthode sans contact et crée Bare n'est pas une contamination si la pince est trop aiguisée ou si l'ampérage est trop élevé au début.C'est un excellent choix pour le soudage de l'aluminium, et c'est vraiment le seul choix acceptable.Si vous n'avez pas besoin de souder l'aluminium, vous n'avez pas vraiment besoin haveHigh Frequency Start, mais il est bon d'avoir à souder AC ou DC si vous avez l'option.